▲ HOME
+ ニチワオリジナル商品
+ レンチ
+ 計測機器
+ メタルキラー
+ 騒音対策関連
+ 補修関連
+ 穴あけ機
+ 工具治具
+ 検査機器
+ ジャッキ
+ ガリバーシリーズ
+ 回転機
+ ニチワアイテム
+ 他
+ 切断機
+ 発泡装置
+ ECO products
溶融亜鉛めっき高力ボルト・溶融亜鉛めっき超高力ボルトの締付け
1. 1次締め
1次締めは、仮ボルトを締め付け部材の密着を確認した後、全ボルトについて表1に示すトルク値でナットを回転させて行います。
表1 F8T 1次締めトルク ボルト呼び径 1次締め付けトルク(Nm) M16 約100 M20・M22 約150 M24 約200 M27・M30 約250
表1 12G 1次締めトルク ボルト呼び径 1次締め付けトルク(Nm) M16 約200 M20・M22 約300 M24 約400
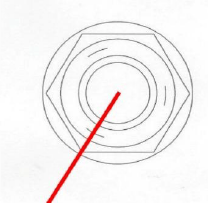
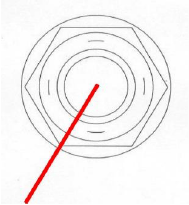
2. マーキング
1次締め付け後、ボルト・ナット・座金及び部材にわたりマーキングをして下さい。
マーキングは1次締めの確認・ナット回転量の測定・締め忘れの発見・ボルト、ナット、座金の共回りの発見などのためで、
丁寧に行って下さい。
マーキングは1次締めの確認・ナット回転量の測定・締め忘れの発見・ボルト、ナット、座金の共回りの発見などのためで、
丁寧に行って下さい。
F8T マーキング
12Gマーキング
3. 本締め
本締めは、1郡単位の1次締め及びマーキングを起点として、ナットを120°回転させて行います。
4. 締め付け後の検査
F8T 回転量
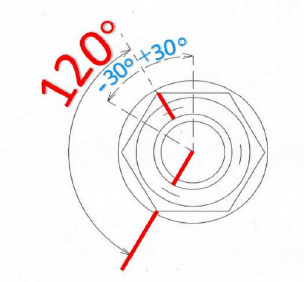
目視で、120°に対して±30°の範囲にあるもの
を合格とします。
この範囲を超えて締付けられたボルトは、取替え
て下さい。また、回転量不足のボルトは、所定の
回転量まで締めて下さい。
12G 回転量
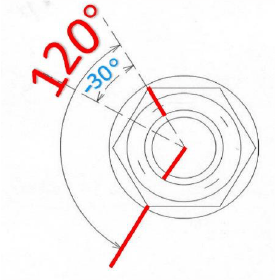
目視で、120°に対して-30°の範囲にあるもの
を合格とします。
この範囲を超えて締付けられたボルトは、取替え
て下さい。また、回転量不足のボルトは、所定の
回転量まで締めて下さい。